大面积石材拼花的加工流程
[ 发布日期:2014/4/16 8:52:46 ] 浏览人数: 2507 大面积拼花的加工流程:
该酒店的拼花约占3,050�O,这些拼花主要使用在酒店的大堂、电梯厅、卫生间及公共走廊等空间的地面。在这些拼花中,拼花的种类及不同规格就有30多种,我们选取1F大堂服务总台处地面的一种拼花为例具体进行解析:
拼花加工流程:
加工流程:派位图、加工图→选板→拼花板材切割→水刀切割花纹→试拼→拼花粘接→磨边、打磨抛光→包装、运输。
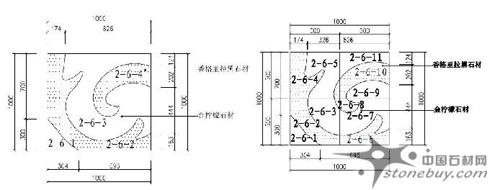
1、派位图、加工图:根据施工图所示,对拼花的尺寸进行现场核对,尺寸无误后再进行的排版和加工图的制作。 排板与加工图的制作时,要充分考虑的分块,分块原则:出材率高、施工方便、安装效率高。根据要求将分成1000×1000的单元。以单元2-6为例,从加工图中可以明确该1000×1000的拼花由4块部分拼成,假如将分格尺寸选得太小,拼花的图案显得琐碎(如图1-4),加工起来容易断裂,损耗大,出材率低,不利于的加工。若将尺寸选得太大,就会很重,加工、包装、运输时都会存在较大的困难。且在安装时由于板太重,安装每块板的人员相应的就会增加,原本1000×1000的板材2个工人就可以安装,而对于选用1200×1200或1500×1500的板材,则需要3人或者更多的工人才能安装,这样势必造成人员浪费且操作起来速度较慢,此外板越大,安装时越易空鼓,板与板之间的平整度也越难控制。因此根据上述考虑,选用的规格尺寸是比较合理的。
2、选板:选板的工序尤其重要,直接关系到拼花成型后的效果。由于的天然性,决定了即使是同一块大板也会具有一定的色差,所以选板时最重要的一个工序就是注意板材的色差、纹理和平整度等。我们根据拼花派位图,计算出拼花中各种所需要的数量,从仓库中选出每款所需要的数量,考虑的加工损耗,选料时我们要多预留10%的余量。选择每款的色差、纹理和平整度等均要达到国家装饰行业的相关规定。
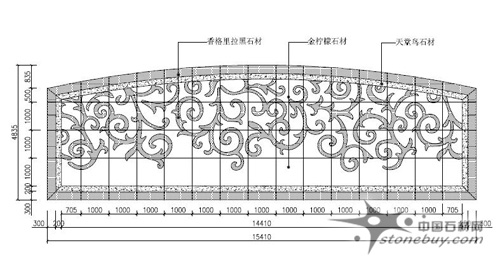
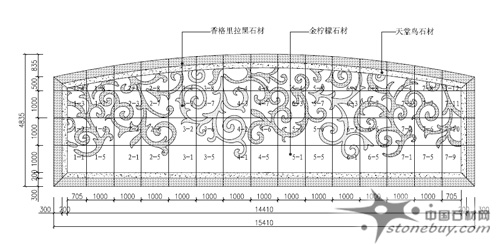
3、拼花板材切割:根据加工图可以明确1000×1000为一单元的拼花由2种组成:香格里拉黑与金柠檬。将选择好的香格里拉黑与金柠檬,利用规格板自动红外线切割设备(如图1-5)将板材切割成1000×1000的规格板块。

4、水刀切割花纹:利用计算机辅助绘图软件(CAD)和计算机数控编程软件(CNC) (数控机床)将设计好的CAD图案转成为NC程序,再将NC程序传输给数控水切割机,将各种不同的材料用数控水切割机切割成不同的图案部件。
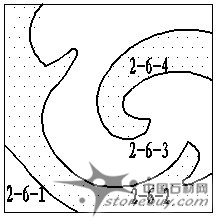
(1)、水刀设备切割机将完成好的1000×1000的香格里拉黑切割成2-6-2、2-6-4的形状,同样的操作将完成好的1000×1000的金柠檬切割成2-6-1、2-6-3的形状,此时工厂得到2-7部分的4个组合板块。
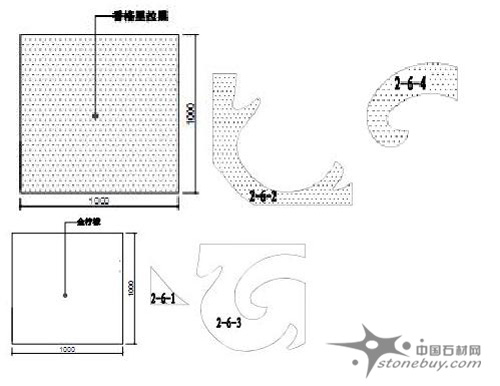
5、试拼:为防止拼花粘接时出现尺寸加工错误、加工误差大以及色差等原因而导致拼花无法粘接或拼花粘接完成后无法修补导致浪费,所以我们在拼花粘接前先进行试拼。即对水切割加工完毕后的2-6-1、2-6-2、2-6-3、2-6-4四块按图所示进行试拼。
6、拼花粘接:确认试拼无误后再进行拼花粘接。
7、磨边、打磨抛光:2-6-1、2-6-2、2-6-3、2-6-4四块的拼花,由于是人工拼成,所以板与板之间水平、垂直方向会出现错位,这时就需要待胶干透(24小时内)后,对1000×1000拼花板的四周进行磨边,对板面需要打打磨。粗磨:采用0#磨头对拼花石进行打磨,打磨完后刮掉面上的水,检查的平整度、板面上是否有孔洞,若有孔洞需进行修补,待平整度满足要求以及修补完孔洞进行下一道工序细磨。细磨:对粗磨后的进行细磨,利用磨头将的花纹、颗粒、颜色都能够清楚地显现出来,使表面细腻、光滑,并富有微弱的光泽。细磨完成后再进行打蜡抛光。


8、包装、运输:拼花打蜡抛光完成后,再对进行编号和包装。
(1)、在工厂装箱时每块上都有与现场拼花及铺贴相对应的标号,在箱子的外侧会标明本箱的铺贴位置及楼层号,在搬运过程中如果有掉角或破损,由专业人员进行调胶粘补,在调胶过程中要注意色差,尽量保持自然形态。装箱运输至施工现场时,在施工现场堆放时要水平,保证箱底均匀受力,严禁码放。
(2)、如果是条形,需要在其背面做加强筋,主要是在条形背面打一条U型槽,然后植入钢筋并灌玻璃胶,目的是为了防止条形在运输或施工时断裂。(图中红色部分为加强筋(部分显示))。
(3)、板装箱时注意的问题
1)包装时一定要光面对光面,防止划伤,并且垂直站立使其纵向受力;
2)、装箱时每块板之间加装两条珍珠棉;
3)、木板条至少应保证在15mm以上厚度;
4)、防水塑料布应装在箱子里面。